
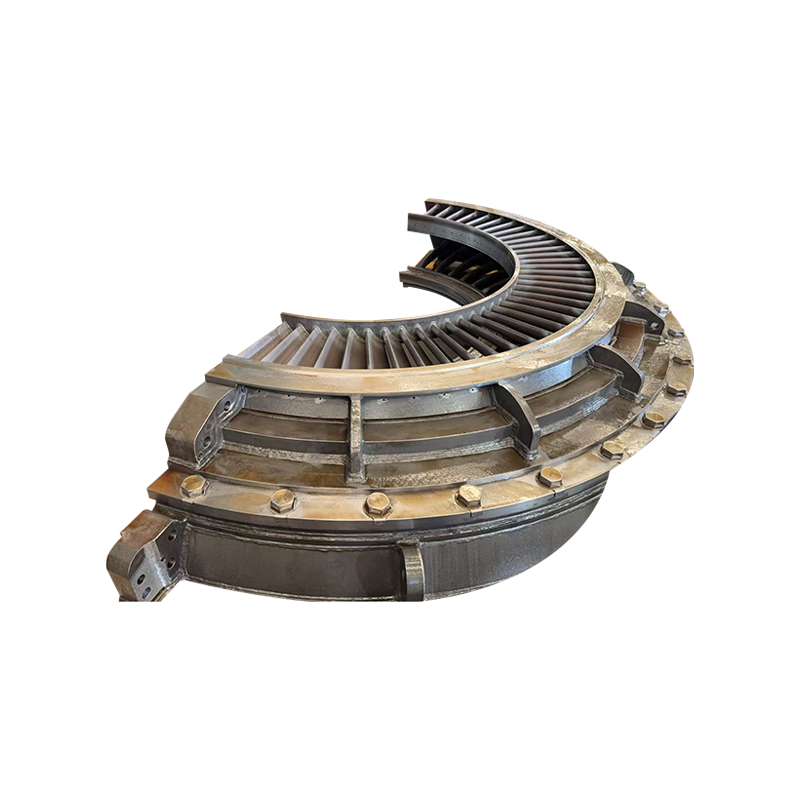
Buhar türbinleri enerji üretimi ve endüstriyel proseslerde kritik bileşenlerdir. Bir buhar türbininin performansı, verimliliği ve güvenilirliği, bileşenlerinin hassasiyetine ve dayanıklılığına bağlıdır. Bunlar arasında, Buhar türbini diyaframının karbon çeliği yapısal parçaları özellikle önemlidir. Bu bileşenler, iç ve dış halkaları ve buharı türbin boyunca yönlendiren sabit kanatları içerir. Yüksek sıcaklık, yüksek basınç ve yoğun mekanik stres altında çalıştıkları için üretim sırasında kalitelerinin sağlanması çok önemlidir.
Karbon çeliği türbin diyaframlarının üretiminde kalite kontrolü, malzeme seçimi, üretim süreçleri, boyutsal doğruluk, mekanik özellikler ve son denetimi kapsayan bir dizi önlemi içerir. Amaç, çalışma sırasında arıza riskini en aza indirirken katı performans ve güvenlik gereksinimlerini karşılayan bileşenler üretmektir.
1. Malzeme Seçimi ve Doğrulaması
Kalite kontrolün ilk adımı diyafram bileşenleri için uygun karbon çeliğinin seçilmesidir. Malzemenin yüksek mukavemete, sertliğe ve yüksek sıcaklıklara ve korozyona karşı dirence sahip olması gerekir. Tedarikçiler dikkatle değerlendirilir ve endüstri standartlarına uygunluğun sağlanması için malzeme sertifikaları doğrulanır. Çeliğin gerekli spesifikasyonları karşıladığını doğrulamak için kimyasal bileşim analizi yapılır. Bu, karbon içeriğinin, alaşım elementlerinin ve mekanik özellikleri etkileyebilecek yabancı maddelerin test edilmesini içerir.
2. Gelen Malzeme Denetimi
Ham karbon çeliği alındıktan sonra malzeme üretime girmeden önce kapsamlı denetimler yapılır. Görsel incelemeler çatlaklar, kalıntılar veya korozyon gibi yüzey kusurlarını kontrol eder. Ultrasonik test veya manyetik parçacık muayenesi gibi tahribatsız muayene yöntemleri, diyafram bileşenlerinin bütünlüğünü tehlikeye atabilecek dahili kusurları tespit etmek için kullanılır. Sadece bu kontrolleri geçen malzemeler imalat aşamasına geçmektedir.
3. Isıl İşlem Kontrolü
Isıl işlem, karbon çeliği diyaframların mekanik özelliklerinin arttırılmasında çok önemli bir işlemdir. İstenilen sertliği, tokluğu ve boyutsal kararlılığı elde etmek için tavlama, normalleştirme, su verme ve temperleme gibi işlemler kullanılır. Kalite kontrol önlemleri fırın sıcaklığının, ısıtma süresinin ve soğutma oranlarının hassas kontrolünü içerir. Prosesi izlemek için termokupllar ve sıcaklık sensörleri kullanılır ve bileşen boyunca eşit ısıl işlem sağlanır. İşlem sonrası denetimler, istenen mekanik özelliklerin elde edildiğini doğrular.
4. İşleme Doğruluğu ve Boyutsal Muayene
Buhar türbini diyaframları, uygun uyum ve işlevi sağlamak için son derece hassas boyutlara ihtiyaç duyar. Tornalama, frezeleme ve taşlama dahil olmak üzere işleme süreçleri yakından takip edilmektedir. CNC makineleri genellikle sıkı toleranslar ve tutarlı sonuçlar elde etmek için kullanılır. Kalite kontrol önlemleri, koordinat ölçüm makineleri, mikrometreler ve kumpaslar kullanılarak proses içi boyutsal incelemeleri içerir. Bu kontroller, iç ve dış halkaların yanı sıra sabit kanatların da tasarım spesifikasyonlarını karşılamasını sağlar. Kusurların üretim süreci boyunca yayılmasını önlemek için herhangi bir sapma derhal düzeltilir.
5. Bıçak Profili ve Yüzey Kalitesi Kontrolü
Bir türbin diyaframının sabit kanatları, buhar akışının verimli bir şekilde yönlendirilmesi açısından kritik öneme sahiptir. Enerji dönüşümünü optimize etmek ve türbülansı en aza indirmek için kanat profillerinin tasarım spesifikasyonlarına tam olarak uyması gerekir. Erozyonu önlemek ve sürtünmeyi azaltmak için yüzey kalitesi de önemlidir. Bıçak denetimi, geometriyi ve yüzey kaplamasını doğrulamak için yüksek hassasiyetli ölçüm araçlarını ve optik tarama teknolojilerini içerir. Görsel incelemeler, performansı etkileyebilecek çizik veya çapak gibi yüzey kusurlarını tespit eder.
6. Kaynak ve Montaj Kontrolü
Bazı diyafram tasarımlarında sabit kanatların iç ve dış halkalara tutturulması için kaynak yapılması gerekir. Kaynakta kalite kontrolü, birleştirme yüzeylerinin uygun şekilde hazırlanmasını, uygun kaynak malzemelerinin seçilmesini ve kaynak parametrelerinin hassas kontrolünü içerir. Gözeneklilik, çatlaklar veya eksik erime dahil olmak üzere iç kusurları tespit etmek için radyografik muayene veya ultrasonik test gibi tahribatsız testler yapılır. Montaj incelemeleri, diyaframın yapısal bütünlüğünü koruyarak kanatların doğru şekilde hizalanmasını ve güvenli bir şekilde sabitlenmesini sağlar.
7. Bileşenlerin Tahribatsız Muayenesi
Güvenilirliği sağlamak için kaynak muayenesinin ötesinde diyaframın tamamına tahribatsız muayene uygulanır. Ultrasonik test, radyografi, manyetik parçacık muayenesi ve boya penetrant testi yaygın olarak kullanılmaktadır. Bu yöntemler, performansı tehlikeye atabilecek iç kusurları, yüzey çatlaklarını ve diğer kusurları tespit eder. Tahribatsız muayene özellikle yüksek gerilim altında çalışan parçalar için önemlidir; çünkü küçük kusurlar bile türbin çalışması sırasında ciddi arızalara yol açabilir.
8. Mekanik Özellik Testi
Karbon çeliği diyaframların operasyonel streslere dayanabileceğini doğrulamak için mekanik özellik testi önemlidir. Numune malzeme ve bileşenler üzerinde çekme testi, sertlik testi ve darbe testi gibi testler gerçekleştirilir. Bu testler, diyaframların tasarım gereksinimlerini karşıladığından emin olmak için mukavemeti, dayanıklılığı ve sünekliği değerlendirir. Isıl işlem görmüş bileşenler, işlem sürecinin istenen özelliklere ulaştığını doğrulamak için yeniden test edilir.
9. Korozyon Direnci Değerlendirmesi
Buhar türbini diyaframları, korozyonu hızlandırabilecek yüksek sıcaklıktaki buhara maruz kalır. Kalite kontrol önlemleri, genellikle tuz püskürtme testleri veya yüksek sıcaklıkta korozyon simülasyonları kullanılarak yapılan korozyon direnci testlerini içerir. Korozyon direncini artırmak için kaplama veya yüzey işlemleri uygulanabilir ve bunların etkinliği kontrollü testlerle doğrulanır. Bu adım, diyaframların uzun çalışma süreleri boyunca yapısal bütünlüğünü korumasını sağlar.
10. Teslimattan Önce Boyutsal ve İşlevsel Doğrulama
Sevkiyattan önce her diyafram son boyutsal ve işlevsel kontrollerden geçirilir. Ölçümler tasarım spesifikasyonlarıyla karşılaştırılır ve bileşenlerin uygun montaj, bıçak hizalaması ve genel yapısal bütünlük açısından kontrol edilir. Fonksiyonel testler, açıklıkların kontrol edilmesini, uygulanabilir olduğu durumlarda kanatların hareketini ve arayüz oluşturan türbin parçalarına uyumun kontrol edilmesini içerebilir. Yalnızca tüm spesifikasyonları karşılayan bileşenlerin türbin üreticisine veya enerji santraline teslimatı onaylanmıştır.
11. Dokümantasyon ve İzlenebilirlik
Kalite kontrolün önemli bir yönü kapsamlı dokümantasyonun sürdürülmesidir. Her bir karbon çeliği diyafram partisine malzeme sertifikaları, muayene sonuçları, ısıl işlem parametreleri, işleme toleransları, tahribatsız test raporları ve mekanik test verilerini detaylandıran kayıtlar eşlik eder. İzlenebilirlik, türbin işletimi sırasında tespit edilen herhangi bir sorunun belirli üretim süreçleriyle ilişkilendirilmesini sağlayarak düzeltici eylemlerin ve sürekli iyileştirmenin mümkün olmasını sağlar.
12. Sürekli İyileştirme ve Süreç Denetimleri
Kalite kontrolü bireysel denetimlerle sınırlı değildir. Üretim tutarlılığını izlemek ve iyileştirme fırsatlarını belirlemek için sürekli iyileştirme programları ve süreç denetimleri uygulanır. İstatistiksel süreç kontrol yöntemleri, üretim parametrelerindeki değişiklikleri analiz ederken, iç denetimler de kalite standartlarına uygunluğu doğrular. Üretim süreçlerini iyileştirmek ve diyaframların gelişen performans gereksinimlerini karşılamasını sağlamak için türbin operatörlerinden gelen geri bildirimler de dikkate alınmaktadır.
Sonuç
Buhar türbini diyaframları için karbon çeliği yapısal parçaların üretimi, malzeme seçiminden son denetime kadar her aşamada sıkı kalite kontrolü gerektirir. Bu bileşenlerin gerekli mekanik özelliklere, boyutsal doğruluğa, korozyon direncine ve yapısal bütünlüğe sahip olmasını sağlamak, buhar türbinlerinin güvenilir ve verimli çalışması için esastır. Üreticiler, kapsamlı kalite kontrol önlemlerini uygulayarak bileşen arızası riskini azaltabilir, türbin performansını optimize edebilir ve bu kritik parçaların hizmet ömrünü uzatabilir.
Malzemelerin dikkatli bir şekilde izlenmesi, hassas işleme, ısıl işlem, tahribatsız muayene ve son doğrulama yoluyla, modern buhar türbinlerinin gerektirdiği kesin standartları karşılayacak karbon çeliği diyaframlar üretilmektedir. Kalite kontrolü yalnızca prosedürel bir formalite değildir; en zorlu mühendislik ortamlarından birinde güvenliği, güvenilirliği ve operasyonel verimliliği sağlayan kritik bir süreçtir.








